

Proceso de producción sencillo de bolas de acero.
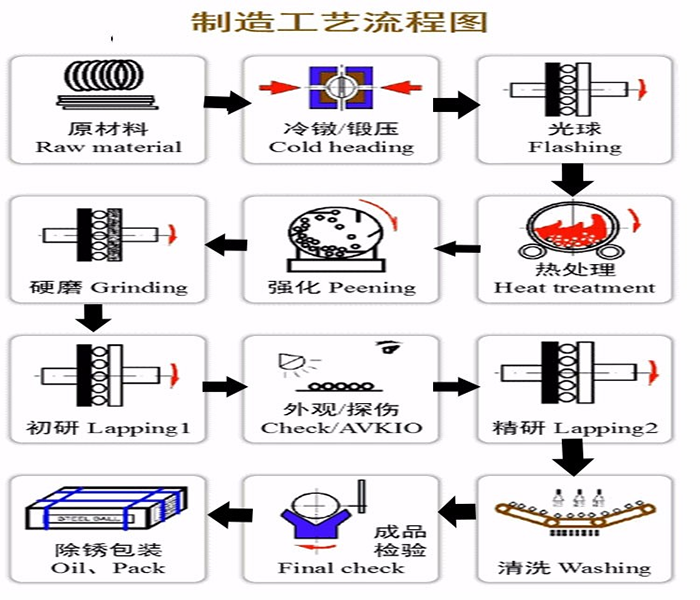
Formación de bolas en bruto → extracción de anillos → rectificado basto → rectificado suave → formación de bolas en bruto → bola lisa (o limado → rectificado suave) → rectificado duro → rectificado fino → rectificado de precisión (o pulido) → rectificado de ultra precisión.
Proceso de producción detallado de bolas de acero.
1. Trefilado: Estire el alambre hasta obtener el diámetro deseado utilizando una máquina trefiladora;
2. Estampado en frío (forjado): coloque el cable estirado en una máquina de estampación en frío de bolas de acero y utilice el troquel de acero dentro de la máquina para forjarlo en una bola en bruto;
3. Bola de luz: Dos placas circulares de bola de molienda de hierro fundido dentro de la máquina de bola de luz presionan y liman el embrión en frío para quitar el anillo exterior y los dos polos del embrión;
4. Bola blanda: Dos placas circulares de bolas de molienda de hierro fundido dentro de la máquina de bolas blandas liman el embrión de bola ligera para molerlo hasta obtener el diámetro de bola y la rugosidad de la superficie requeridos;
5. Tratamiento térmico: colocar la bola en un horno de tratamiento térmico, carburizarla, templarla y templarla para darle una cierta capa de carburación, dureza, tenacidad y carga de trituración;
6. Rectificado duro: el disco de la muela dentro de la máquina rectificadora presuriza y muele la bola en blanco tratada térmicamente para eliminar la capa de óxido negro en la superficie de la bola y corregir la precisión de la bola;
7. Limpieza de pulido/pulido de precisión: Rectificado de precisión: muele el embrión de la bola de molienda en la máquina rectificadora de precisión para lograr la precisión y suavidad requeridas del producto terminado;
Pulido y limpieza: vierta la bola en el tambor de pulido y gírela, luego limpie la superficie esférica con un agente limpiador de pulido y agua para que quede limpia y brillante;
8. Selección de apariencia: utilice la inspección visual manual para comprobar si hay defectos en la superficie de la bola de acero, utilice un micrómetro para medir la redondez real, la variación del diámetro del lote y utilice un medidor de rugosidad de la superficie para detectar la rugosidad de la superficie como inspección final;
9. Embalaje: Cubra las bolas de acero/bolas de acero inoxidable/bolas de acero para rodamientos con aceite antioxidante y empáquelas en cajas de cartón o bolsas tejidas.
Con el desarrollo de la tecnología, la demanda de rodamientos grandes y resistentes en la industria de fabricación de equipos ha aumentado aún más en términos de cantidad y calidad, y también es necesario aumentar en consecuencia los requisitos de cantidad y calidad para soportar bolas de acero para rodamientos grandes. La variación del diámetro del lote de bolas de acero debe ser pequeña, la rugosidad de la superficie de la bola de acero debe ser pequeña, la precisión debe ser alta y la diferencia entre la dureza del núcleo y la dureza de la superficie de la bola de acero debe ser pequeña. El diámetro de las grandes bolas de acero para rodamientos ha alcanzado ahora los 150 mm-200 mm.
El proceso de fabricación de bolas de acero para rodamientos grandes difiere del de las especificaciones ordinarias. Se hace la siguiente comparación:
1. Proceso de fabricación de bolas de acero para rodamientos de grandes dimensiones:
Corte - Forja - Recocido - Torneado - Tratamiento térmico - Rectificado duro - Investigación inicial - Investigación de precisión;
2. Proceso de fabricación de bolas de acero para rodamientos de especificación ordinaria:
Trefilado - Cojinete en frío - Bola ligera - Bola blanda - Tratamiento térmico - Rectificado duro - Rectificado fino;
Proceso de fabricación de bolas de acero para rodamientos importadas.
1) Equipos de fabricación que utilizan bolas de acero para rodamientos importadas.
2) En primer lugar, mueva el cilindro hidráulico para hacer avanzar la placa de molienda hasta que la bola de acero del cojinete pueda colocarse entre las dos placas de molienda.
3) Instale la salida de bola y manténgala suelta. Marque el husillo para llenar el espacio entre las dos placas de molienda con bolas de acero y ajuste la salida de la bola para
La cuchilla recolectora de bolas está firmemente unida a la cara extrema de la placa abrasiva (o muela abrasiva) y sujeta a la salida de bolas. En este punto, es aconsejable aplicar presión a las dos placas de molienda para hacer girar la bola de acero cromado.
4) Cierre la cubierta protectora, encienda la bomba de agua, encienda la bandeja de material y encienda el eje principal.
5) De acuerdo con los hábitos de proceso de cada fábrica, ajuste la velocidad del husillo y la bandeja de material, y ajuste la cantidad de bolas para garantizar que las bolas de acero en cada ranura de la placa guía se distribuyan uniformemente.
Distribuidos uniformemente y sin superposición.
6) Ajuste la presión de molienda, gire el interruptor de presión en el panel de operación a la posición abierta, ajuste la válvula de aumento de presión en el panel de la estación hidráulica y levántela.
Especifique la presión y bloquéela en cada fábrica, y preste atención al sistema hidráulico para mantener la presión durante el arranque.
7) En condiciones normales de trabajo, es necesario observar periódicamente el estado de funcionamiento, la presión y la entrada y salida fluidas del host.
8) Cuando la bola de acero alcance el tamaño y la calidad de la superficie especificados, primero reduzca la presión de trabajo y luego presione el botón de parada principal.
9) Prepare el recipiente para retirar la bola de acero del rodamiento.